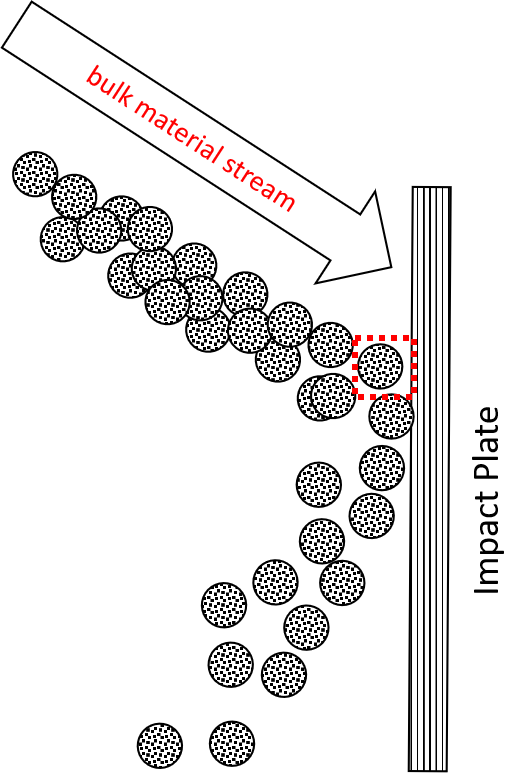
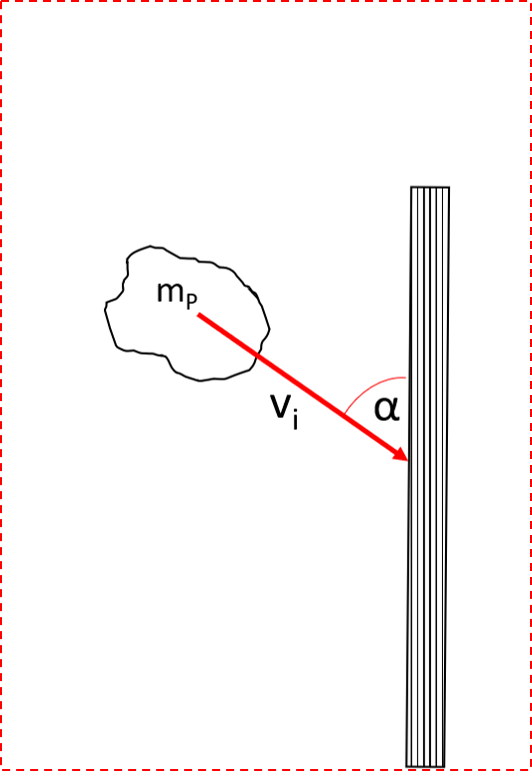
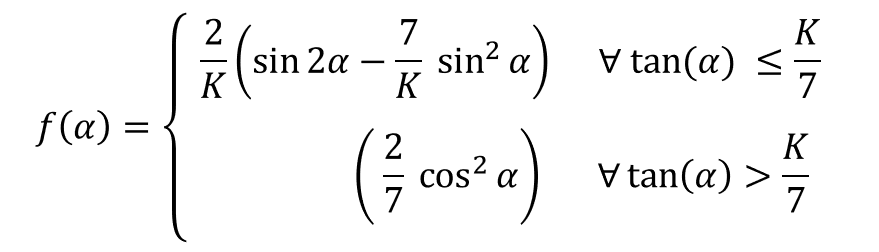
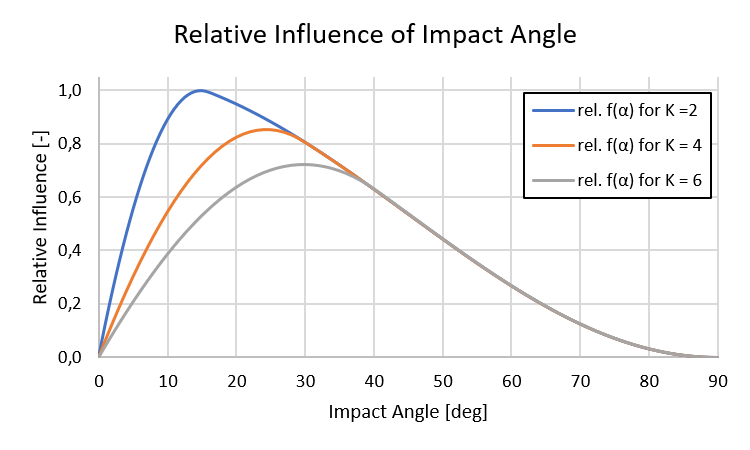
As a result of plotting the function f(α) over the possible impact angles, the influence of the impact angle becomes more clear (Figure 5). In Gerneral, the volume loss of the impact is more critical at smaller impact angles than at larger impact angles because the individual grains make a cutting motion in the base. Furthermore, the critical impact angle of the highest wear depends on the ratio of the normal force to the tangential force. This ratio can be simplified expressed as a variable K = 1 / μ. Hereby, μ is the coefficient of friction between the bulk material and the liner material. The following diagram shows the relative influence of the variable K on the critical impact angle and therefore on the wear. For ductile liner materials the critical impact angle is usually between 15 deg and 35 deg.
In contrast, the critical impact angle for brittle liner materials is usually at an impact angle of 90 °. This means that the impact of a bulk material stream normal to the surface creates a very high level of wear on brittle liners. For this reason, the presented Finnie Model is only valid for ductile materials.